BW鑽鉸刀玻纖切削加工測試
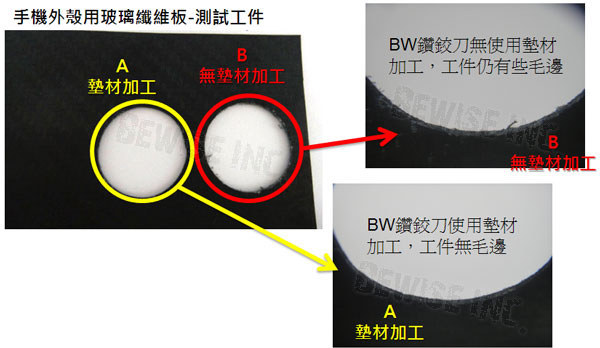
BW公司開發鑽鉸孔刀具CNC機台直接進行刀刃側銑,工件為玻璃纖維板厚度0.4mm,進行穿透側銑。
| 玻纖切削加工參數 | 玻璃纖維板 | |
| 加工件 | 厚度0.4mm 手機外殼用玻璃纖維板 |  |
| 加工刀具 | BW三爪柄螺旋鑽鉸刀Φ 4mm X 4Z X 89L X 118° | |
| 加工機台 | CNC機台 | |
| 加工方式 | 側銑,無任何切削油、水與無冷風處理 | |
| 加工條件 | 主軸轉速:6000rpm / F進給:600 / Z深度:0.5mm | |
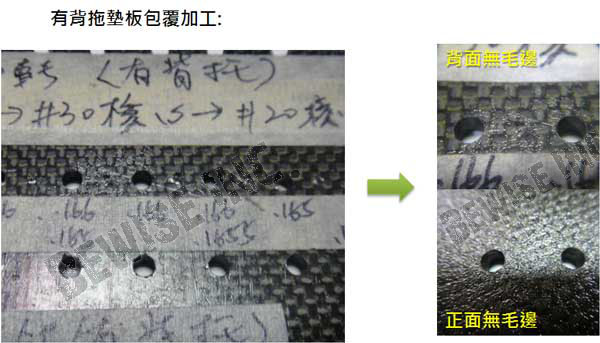
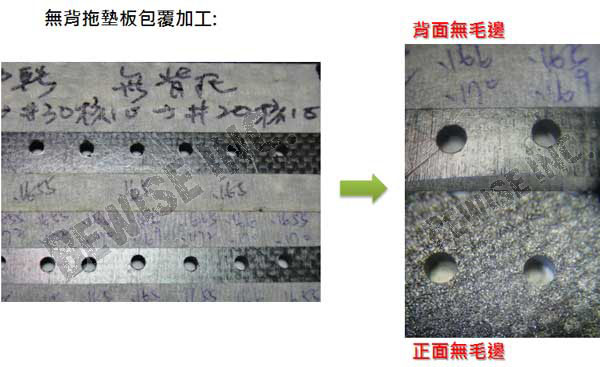
BW鑽鉸刀碳纖切削加工測試
BW公司開發鑽鉸孔刀具使用氣動工具/鑽孔機直接進行刀刃鑽鉸孔,工件為航太用高階碳纖維板,
進行穿透鑽鉸孔。
| 碳纖切削加工參數 | 碳纖維板 | |
| 加工件 | 厚度5mm航太用高階碳纖維板 |  |
| 加工刀具 | BW三爪柄螺旋鑽鉸刀Φ 4mm X 4Z X 89L X 118° | |
| 加工機台 | 氣動工具/鑽孔機 | |
| 加工方式 | 鑽孔無啄鑽,無任何切削油、水與無冷風處理 | |
| 加工條件 | 主軸轉速:6000rpm 加工後用標準孔位公差棒測試,孔位以達到正確公差。 |
|
BW鑽鉸刀金屬與複合材料切削加工測試
金屬(鐵、鋁、銅等)切削排屑主要為片狀、螺旋狀等幾何排屑方式。
複合材料(碳纖維、石墨纖維與玻璃纖維)切削排屑主要為粉末狀與微細顆粒等幾何排屑方式。
| 金屬與複合材料切削加工參數 | 金屬與複合材料 | |
| 加工件 | 航太用鈦金屬與碳纖維複合板 厚度3mm / 板材-鈦20條+碳纖 |
 |
| 加工刀具 | BW三爪柄螺旋鑽鉸刀Φ 4mm X 4Z X 89L X 118° | |
| 加工機台 | 氣動工具/鑽孔機 | |
| 加工方式 | 鑽孔無啄鑽,無任何切削油、水與無冷風處理 | |
| 加工條件 | 主軸轉速:6000rpm 加工後用標準孔位公差棒測試,孔位以達到正確公差。 |
|

BW鑽铰刀碳纖維與玻璃纖維材質加工測試完整測試報告
No comments:
Post a Comment