航空難加工材料強度大、硬度高,耐衝擊、加工中容易硬化,切削溫度高、刀具磨損嚴重,如鎳基高溫合金、鈦合金、高強度結構鋼碳纖複合材等被現代航空產品大量採用。
航空難加工材料加工最突出問題是刀具磨損問題及鑽孔毛邊、撕裂情形,直接影響加工效率和成本;此外加工質量也經常成為瓶頸。目 前碧威(股)公司針對航太金屬及複合材料鑽孔加工刀具開發,特殊刀口幾何與多複合材質鑽孔加工應對上均有卓越效果。(此報告針對航空難加工材料的鋁合金、 銅網碳纖複合材及碳纖材質測試鑽孔)



航空難加工材料加工最突出問題是刀具磨損問題及鑽孔毛邊、撕裂情形,直接影響加工效率和成本;此外加工質量也經常成為瓶頸。目 前碧威(股)公司針對航太金屬及複合材料鑽孔加工刀具開發,特殊刀口幾何與多複合材質鑽孔加工應對上均有卓越效果。(此報告針對航空難加工材料的鋁合金、 銅網碳纖複合材及碳纖材質測試鑽孔)
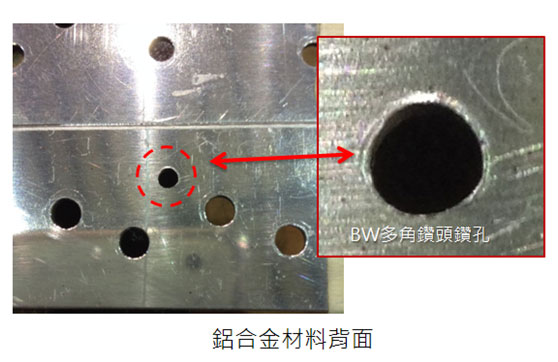
鋁合金材料鑽孔測試
BW公司開發多角鑽頭使用氣動工具/鑽孔機直接進行鑽孔,工件為航太用高階鋁合金板,進行穿透鑽孔。| 鑽孔加工條 | 航太用高階鋁合金板 | |
| 加工件 | 厚度3mm 航太用鋁合金板 |  |
| 加工刀具 | BW複合材專用多角鑽頭 | |
| 加工機台 | 氣動工具/鑽孔機 | |
| 加工方式 | 鑽孔,無任何切削油、水與無冷風處理 | |
| 加工條件 | 主軸轉速:6000rpm 加工後用標準孔位公差棒測試,孔位以達到正確公差。 |
|
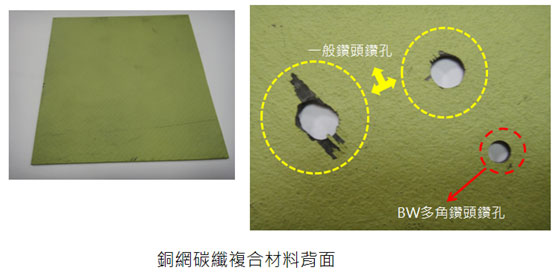
銅網碳纖複合材料鑽孔測試
BW公司開發多角鑽頭使用氣動工具/鑽孔機直接進行鑽孔,工件為航太用銅網碳纖複合材料板,進行穿透鑽孔。| 鑽孔加工條件 | 銅網碳纖複合材料 | |
| 加工件 | 厚度3mm航太用銅網碳纖複合 |  |
| 加工刀具 | BW複合材專用多角鑽頭 | |
| 加工機台 | 氣動工具/鑽孔機 | |
| 加工方式 | 鑽孔,無任何切削油、水與無冷風處理 | |
| 加工條件 | 主軸轉速:6000rpm 加工後用標準孔位公差棒測試,孔位以達到正確公差。 |
|
碳纖維複合材鑽孔測試
BW公司開發多角鑽頭使用氣動工具/鑽孔機直接進行鑽孔,工件為航太用碳纖維複合材,進行穿透鑽孔。| 鑽孔加工條件 | 碳纖維複合材 | |
| 加工件 | 厚度5mm航太用碳纖維複合材 |  |
| 加工刀具 | BW複合材專用多角鑽頭 | |
| 加工機台 | 氣動工具/鑽孔機 | |
| 加工方式 | 鑽孔,無任何切削油、水與無冷風處理 | |
| 加工條件 | 主軸轉速:6000rpm 加工後用標準孔位公差棒測試,孔位以達到正確公差。 |
|
碳纖複合材鑽孔加工-航太工業高階複合材鑽孔測試
No comments:
Post a Comment