
刀具材料性能的優劣是影響加工表面品質 、切削加工效率、刀具壽命的基本因素 。切削加工時,直接擔負切削工作的是刀具的切削部分。刀具切削性能的好壞大 多取決於構成刀具切削部分的材料、切削部分的幾何參數 及刀具結構的選擇和設計是否合理。切削加工生產率和刀具耐用度的高低、刀具消耗和加工成本的多少、加工精度和 表面品質的優劣等等,在很大程度上都取決於刀具材料的合理選擇。
刀具材料應具備的性能:
- 較高的硬度和耐磨性;
- 足夠的強度和韌度;
- 較高的耐熱性;
- 良好的技術性和經濟性。
常用的刀具材料:
- 碳素工具鋼:
含碳量較高的優質鋼(含碳量為0.7%~1.2%,如T10A等),淬 火後硬度較高、價廉,但耐熱性較差。 - 合金工具鋼刀具材料:
在碳素工具鋼中加入少量的Cr、W、Mn、Si等元素 ,形成 (如 9SiCr等),可適當減少熱處理變形和提高耐熱性。常用來製造一些切削速度不高的手工工具,如銼刀、鋸 條、鉸刀等,較少用於製造其它刀具。 - 高速鋼刀具材料:
它是含W、Cr、V等合金元素較多的合金工具鋼。普通高 速鋼:如W18Cr4V,廣泛地用於製造形狀較為複雜的各種刀具,如麻花鑽、銑刀、拉刀、齒輪刀具和其它成形刀具等。 - 硬質合金刀具材料:
硬質合金是由難熔金屬碳化物(如WC、TiC、TaC、NbC 等)和金屬粘結劑(如Co、Ni等)粉末經粉末冶金的方法製成。它的硬度高、耐磨性好、耐熱性高,允許的切削速度比高 速鋼高數倍,但其強度和韌度均較高速鋼低,工藝性也不如高速鋼。因此常製成各種型式的刀片,焊接或機械夾固在車 刀、刨刀、端銑刀等的刀柄(刀體)上使用。 - 陶瓷或金屬陶瓷刀具材料:
Al 2O3基和Si3N4基兩類。以氧化鋁或以氮化 矽為基體再添加少量金屬,在高溫下燒結而成的一種刀具材料。有很高的硬度與耐磨性,常溫硬度達91~95HRC; 有很 高的耐熱性,在1200℃高溫下硬度為80HRC;而且高溫條件下抗彎強度、韌性降低極少; 有很高的化學穩定性,陶瓷與 金屬親和力小,高溫抗氧化性能好,即使在熔化溫度下也不與鋼相互作用。因而刀具的粘結、擴散、氧化磨損較少;有 較低的摩擦係數,切屑不易粘刀,不易產生積屑瘤。 - 超硬(superhard)刀具材料 :
它包括天然金剛石、聚晶金剛石和聚晶立方 氮化硼3種
- 天然金剛石:自然界最硬的材料,其硬度範圍在HK8 000~12 000 (HK,Knoop硬度,單位為kgf/mm2),耐熱性為700~800℃。天然金剛石的耐磨性極好,但價格昂貴,主要用於加工精度 和表面粗糙度要求極高的零件,如加工磁片、鐳射反射鏡、感光鼓、多面鏡等。其主要缺點是與鐵族材料有親和作用, 不宜加工鋼和鑄鐵。
- 聚晶金剛石(PCD):碳的同素異形體,在高溫、高壓下由石墨轉化而 成,是目前人工製造出的最堅硬物質。硬度極高,耐磨性好,切削刃口鋒利,刃部表面摩擦係數較小,不易產生粘結或 積屑瘤,可在大部分場合可替代天然金剛石,可製成各種車刀、鏜刀、銑刀等刀片。
- 立方氮化硼(CBN):立方氮化硼(CBN)是一種人工合成的新型刀具材料,它由六方氮化硼在高溫、高壓下加入催化劑轉化而 成。有很高的硬度及耐磨性,熱穩定性好,化學惰性大,與鐵系金屬在1300℃時不易起化學反應,導熱性好,摩擦係數 低。
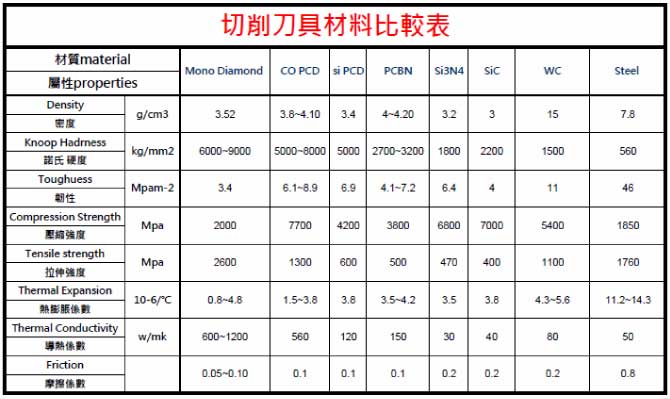
切削刀具材料比較表(點擊另開新視窗觀看PDF資料)
碧威為專業的刀具,銑刀,鎢鋼,切削刀具製造商,致力於製造優秀的產品,在客製化刀具方面的經驗十分豐富,並擅於幫助客戶解決各式各樣之刀具切削面臨之問題,對各種刀具材質切削刀具鍍模都非常瞭解透徹,可選用常見的鎢鋼及高速鋼或是近來詢問度極高的鑽石刀具。
碧威銑刀熱門產品為圓鋸片、鎢鋼刀、鋸片、木工鋸片、鎢鋼刀具及側銑刀。
No comments:
Post a Comment