
工件受刀具之切削後,內部產生了塑性變形,其塑性流動程度之大小直接影響了切屑的形態。一般切屑的基本形態有:不連續切屑、連續切屑和積屑刀口的連續切屑等3種。
非連續式或碎斷式切屑(Discontinuous or Segmental Chips):

表示切屑在工具前方脫 離之後,即碎成小片。脆性較高的材料,如鑄鐵或青銅,較會有如此情況。因為,切屑形成後 即碎斷,不會對工具面產生壓力,所餘的不規則面,易由刀刃將其切平,故可得較光平的面, 且因工具面的壓力較小,磨損亦小,故刀具壽命較長。如摩擦係數較高或柔延性較高的材料產生非連續切屑,就表示切削情況甚差。
非連續切屑之形成的原因大致有:
- 脆性較高之工件材料。
- 切削刀具之斜角較小時。
- 切削速度較低時。
- 進刀量大,切屑較厚。

連續式切屑(Continuous Chips):
對於柔延性低且摩擦係數低的材料而言,在切削中,金屬在工具面上連續不斷的變形、流動,且穩定的作用在刀具上,因此,無論就表面精光度或工具壽命而言,都是一種甚為合理的切屑,且便於切削作用力的分析。切削時產生連續切屑的原因大致有:

帶有堆積刃(Built-Up-Edge)的連續式切屑:
簡稱 BUE,對於柔延性高且摩擦係數高的材料而言,在切削過程中,由於甚高的摩擦係數與切屑間的壓力,以致於有若干微粒粘結在刀具面上,當 切削繼續進行,粘結的材料愈多,最後堆積到適當高度後,即隨切屑流失,或一部份嵌進工作 面上。由於這種作用是週期性發生,所以加工面的光平程度遠較連續式切屑的表面低。一般而 言,這種現象可藉由減少切屑厚度及增加傾角來減少。積屑刀口的連續切屑,其生成原因有:
- 切削延性材料時切削速度太低。
- 工件材質延性較膠黏。
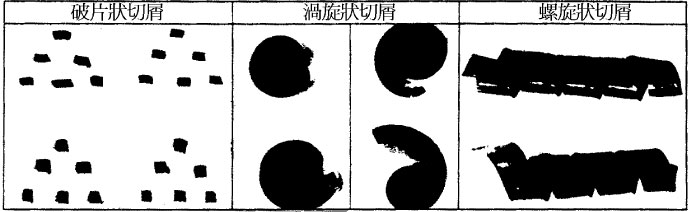
這三種只是切屑的基本形態,實際切削時所產生之切屑大多是這三種的中間形或複合形;而切削時所產生的刃口積屑緣更是這三種以外的形態。對這些生成形態而言,其所生成之切屑形狀可大略分為渦旋狀、螺旋狀及破片狀切屑。銑刀切削之最大特色就是斷續切削,至於渦旋狀及螺旋狀切屑,其捲後的切屑長度,也就是通常的切削寬度,相當於刃口切入被加工物到離開被加工物時之長度,此種切屑普通屬於連續形及剪斷形;至於龜裂形的切屑,就像鑄鐵之切削,半途會折斷而變成破片狀切屑。至於鋼鐵切削時,若使用附有斷屑槽之刀片切削或有焊疤磨耗發生時,也可以產生同樣的切屑。
參考資訊來源:行政院勞工委員會職業訓練局 銑床能力本位訓練教材
碧威為專業的刀具,銑刀,鎢鋼,切削刀具製造商,致力於製造優秀的產品,在客製化刀具方面的經驗十分豐富,並擅於幫助客戶解決各式各樣之刀具切削面臨之問題,對各種刀具材質切削刀具鍍模都非常瞭解透徹,可選用常見的鎢鋼及高速鋼或是近來詢問度極高的鑽石刀具。
碧威銑刀熱門產品為圓鋸片、鎢鋼刀、鋸片、木工鋸片、鎢鋼刀具及側銑刀。
機械類則有對刀具加工非常有幫助的冷風槍、渦流管槍,並有最新設計和技術的粉末成型機。
碧威是在刀具製造及機械工具業界中具有足夠水準的製造供應商!
Bewise Inc., being a professional manufacturer of various cutting tools, is endeavoring to make excellent products. We are very experienced in custom-made tools, and good at solving customers’ problems when they meet difficulties and troubles. Through everlasting research and practices, we understand thoroughly about different materials of cutters and cutting tools.
BW’s popular products for tool series including circular saw, carbide cutting tool, saw blade, wood saw blade, special tool,side milling cutter, …etc; For machines we have spiral tube cooler, cutter grinder, and the latest design and advanced powder forming machine / pelletizer. Bewise is a superior manufacturer and supplier of cutter production and machinery industry.
No comments:
Post a Comment