
暨上一篇的銑床精度介紹,現在來看看機台校正步驟的細節囉!
機台校正步驟如下(點下方項目連到該步驟)
一、銑床水平精度檢驗與校正
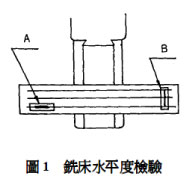
- 將銑床工作台面以及兩個水平儀底座擦拭乾淨。
- 如圖1所示,將兩個水平儀安裝在工作台上。
- 檢查並記錄水平儀上刻度值。
- 若水平儀刻度值小於0.06 ㎜/m 之值則銑床水平精度合乎標準,無需水校正。
- 若水平儀刻度值大於0.06 ㎜/m 之值,則依步驟6 至步驟8 進行水平正。
- 放鬆銑床台座固定螺栓,於台座底下墊入鐵片調整銑床水平度,直至工作台上縱向與橫向之水平度均在0.06㎜/m之內。
- 鎖緊底座固定螺栓。
- 重新將正確的水平值記錄於檢驗卡上。
※0.06㎜/m:是水平度、垂直度或平行度的數值,表示在1公尺的長度內,容許有0.06㎜以內的測定誤差量。
二、工作台移動平行度檢驗

操作步驟:
- 如圖2所示,將量錶固定在心軸,觸針輕微接觸在工作台面上。
- 移動工作台,作縱向及橫向移動,同時檢查量表指針移動量,其值即為工作台移動平行精度。
- 記錄工作台移動平行精度於銑床定期保養記錄卡。
- 銑床縱向移動精度是0.02㎜/500㎜,橫向移動精度是0.02㎜/300㎜,銑床經檢驗後若其精度值於上述容許範圍內,則其移動平行精度合乎規定,無需校正。
- 若銑床經檢驗後,其精度值超過容許誤差值時,則以銑床維護保養單元的方法,調整床台進給機構上楔片的配合至適當緊度,使床台的移動可以圓滑平順,再重覆步驟2至4的檢驗工作。
- 若銑床經楔片調整後再檢驗其平行精度值仍超過容許誤差值時,請通知製造廠商校正服務。
三、主軸、主軸端面振幅檢驗

- 如上圖所示,將量錶固定於工作台上,觸針輕微接觸在主軸外徑及主軸端面。
- 調整銑床變速桿至空檔位置。
- 用手轉動主軸,同時讀出量錶指針的移動量,此值即為銑床主軸偏擺量。
- 記錄銑床主軸偏擺量於定期保養記錄卡上。
- 銑床主軸偏擺容許誤差是0.01 ㎜,若銑床主軸偏擺量小於0.01 ㎜,則其偏擺量正常,無需校正。
- 若銑床主軸偏擺量大於0.01㎜,則調整主軸上方定位螺帽至適當緊度,再重覆上述步驟,重新檢驗其偏擺度。
- 若經多次調整主軸定位螺帽後,其偏擺度仍大於容許誤差值0.01㎜,則通知製造廠商校正服務。
四、銑床進給刻度環校正
操作步驟
- 用手輕輕轉動縱向、橫向進給手輪,感覺出手輪的空轉範圍,此空轉範圍即為導螺桿進給齒隙。
- 從刻度環讀出手輪空轉範圍的誤差值。
- 導桿進給齒隙最大容許值是0.127㎜。
- 若導桿齒隙超過0.127㎜時,需調整進給機構上螺桿背隙消除裝置,使空轉齒隙減少至許可範圍之內。
參考資料來源:職業訓練局-銑床精度校正
碧威為專業的刀具,銑刀,鎢鋼,切削刀具製造商,致力於製造優秀的產品,在客製化刀具方面的經驗十分豐富,並擅於幫助客戶解決各式各樣之刀具切削面臨之問題,對各種刀具材質切削刀具鍍模都非常瞭解透徹,可選用常見的鎢鋼及高速鋼或是近來詢問度極高的鑽石刀具。
碧威銑刀熱門產品為圓鋸片、鎢鋼刀、鋸片、木工鋸片、鎢鋼刀具及側銑刀。
機械類則有對刀具加工非常有幫助的冷風槍、渦流管槍,並有最新設計和技術的粉末成型機。
碧威是在刀具製造及機械工具業界中具有足夠水準的製造供應商!
No comments:
Post a Comment