Bewise Inc. www.tool-tool.com Reference source from the internet.
1.適用範囲
この規格は、重ね板ばね、コイルばね、トーションバーなど 主として熱間成形ばねに使用する ばね鋼鋼材(以下、鋼材という。)について規定する。
備考: この規格の対応国際規格を、次に示す。なお、対応の程度を表す記号は、ISO/ITEC Guide21 に基づき、IDT(一致している)、MOD(修正している)、NEQ(同等でない)とする。
ISO 683-14:2004, Heat-treatable steels, alloy steels and free-cutting steels - Part 14 : Hot rolled steels for quenched and tempered springs (MOD)
2.引用規格
次に掲げる規格は、この規格に引用されることによって、この規格の規定の一部を構成する。これらの引用規格は、その最新版(追補を含む。)を適用する。
- JIS G 0320 鋼材の溶鋼分析方法
- JIS G 0321 鋼材の製品分析方法及びその許容変動値
- JIS G 0404 鋼材の一般受渡し条件
- JIS G 0415 鋼及び鋼製品 - 検査文書
- JIS G 0551 鋼 - 結晶粒度の顕微鏡試験方法
- JIS G 0553 鋼のマクロ組織試験方法
- JIS G 0555 鋼の非金属介在物の顕微鏡試験方法
- JIS G 0556 鋼の地きずの肉眼試験方法
- JIS G 0558 鋼の脱炭層深さ測定方法
- JIS G 0561 鋼の焼入性試験方法(一端焼入方法)
- JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
- JIS G 3191 熱間圧延棒鋼とバーインコイルの形状、寸法及び質量並びにその許容差
- JIS G 3194 熱間圧延平鋼の形状、寸法、質量及びその許容差
- JIS G 4051 機械構造用炭素鋼鋼材
- JIS Z 2201 金属材料引張試験片
- JIS Z 2241 金属材料引張試験方法
- JIS Z 2243 ブリネル硬さ試験 - 試験方法
- JIS Z 2245 ロックウェル硬さ張試験 - 試験方法
3.種類の記号
ばね鋼鋼材は 8種類とし、その記号は、表1 による。
表1 種類の記号
| 種類の記号 | 摘要 | |
| SUP6 SUP7 | シリコンマンガン鋼鋼材 | 主として 重ね板ばね、コイルばね及びトーションバーに使用する。 |
| SUP9 SUP9A | マンガンクロム鋼鋼材 | |
| SUP10 | クロムバナジウム鋼鋼材 | 主として コイルばね及びトーションバーに使用する。 |
| SUP11A | マンガンクロムボロン鋼鋼材 | 主として 大形の重ね板ばね、コイルばね及びトーションバーに使用する。 |
| SUP12 | シリコンクロム鋼鋼材 | 主として コイルばねに使用する。 |
| SUP13 | クロムモリブデン鋼鋼材 | 主として 大形の重ね板ばね、コイルばねに使用する。 |
- ※ SUP3 (高炭素鋼ばね鋼鋼材) について
- こ の規格は、重ね板ばね、コイルばね、トーションバーなど主として熱間成形ばねに使用する ばね鋼鋼材 について規定したものでありますが、最近の生産及び使用の実態を踏まえて、規格内容の充実を図るため、2005年版の改正で、SUP3 (高炭素鋼ばね鋼鋼材) は廃止されました。
4.製造方法
ばね鋼鋼材の製造方法は、次による。
- 4.1
- ばね鋼鋼材は、キルド鋼から製造する。
- 4.2
- ばね鋼鋼材は、特に指定のない限り鍛錬成形比 4S以上に圧延などを行う。但し、ばね鋼鋼材のうち圧延用鋼片であらかじめ受渡当事者間の協定がある場合には、鍛錬成形比が 4S未満でもよい。
- 4.3
- 熱間圧延鋼材は、特に指定のない限り圧延のままとする。
- 参考: 平鋼は、通常、ブリネル硬さ 302以下である。
- 4.4
- 冷間加工鋼材は、熱間圧延鋼材を使用し、熱間圧延後に冷間加工を施して供給するばね鋼鋼材で、指定によって冷間引抜き、切削、研削又はこれらを組み合わせて製造する。
5.化学成分
ばね鋼鋼材は、8.1 の試験を行い、その溶鋼分析値は、表2 による。
表2 ばね鋼鋼材の化学成分 (単位 : %)
| 種類の記号 | C | Si | Mn | P(1) | S(1) | Cr | Mo | V | B |
| SUP6 SUP7 SUP9 SUP9A SUP10 SUP11A SUP12 SUP13 | 0.56~0.64 0.56~0.64 0.52~0.60 0.56~0.64 0.47~0.55 0.56~0.64 0.51~0.59 0.56~0.64 | 1.50~1.80 1.80~2.20 0.15~0.35 0.15~0.35 0.15~0.35 0.15~0.35 1.20~1.60 0.15~0.35 | 0.70~1.00 0.70~1.00 0.65~0.95 0.70~1.00 0.65~0.95 0.70~1.00 0.60~0.90 0.70~1.00 | 0.03以下 0.03以下 0.03以下 0.03以下 0.03以下 0.03以下 0.03以下 0.03以下 | 0.03以下 0.03以下 0.03以下 0.03以下 0.03以下 0.03以下 0.03以下 0.03以下 | - - 0.65~0.95 0.70~1.00 0.80~1.10 0.70~1.00 0.60~0.90 0.70~0.90 | - - - - - - - 0.25~0.35 | - - - - 0.15~0.25 - - - | - - - - - 0.0005以上 - - |
備考1.各種類とも不純物として、Cu は、0.30%を超えてはならない。
備考2.注文者の要求によって、鋼材の製品分析を行う場合、8.1 によって試験を行い、表2 に対する許容変動値は、JIS G 0321 の表4 による。
備考3.表2 に規定のない元素は、受渡当事者間の協定がない限り、溶鋼を仕上る目的以外に意図的に添加してはならない。
6.外観及び形状、寸法並びにその許容差
- 6.1 外観
- ば ね鋼鋼材の外観は、仕上げ良好で、使用上有害なきずがあってはならない。ただし、コイル状で供給さ れるばね鋼鋼材は、一般に検査によって全長にわたってのきずの検出は困難であり、またその除去の機会がないため、正常でない部分を含むことがある。した がって、正常でない部分の取扱いについては、受渡当事者間の協定による。
- 6.2 ばね鋼鋼材のきず取り基準及び残存きずの許容限度
- ばね鋼鋼材のきず取り基準及び残存きずの許容限度は、受渡当事者間の協定による。
6.3 形状、寸法及びその許容差
6.3.1 丸鋼、線材及び線
- a) 熱間圧延鋼材
- 熱間圧延鋼材(丸鋼及び線材)のうち、そのままばねに熱間成形されるばね鋼鋼材の標準寸法は 表3 に、寸法許容差は 表4 による。
- 冷間引抜き用、切削用などの素材として取り引きされるばね鋼鋼材の寸法及び寸法許容差は、JIS G 4051 の6.(外観及び形状、寸法並びにその許容差) による。
| 9、 10、 11、 12、 (13)、 14、 (15)、 16、 (17)、 18、 (19)、 20、 (21)、 22、 (24)、 25、 (26)、 28、 (30)、 32、 (34)、 36、 (38)、 40、 (42)、 44、 45、 46、 (48)、 50、 (53)、 55、 56、 (60)、 63、 (65)、 70、 (75)、 80 |
備考2.線材は、通常、直径32mm以下を適用する。
表4 熱間圧延鋼材(そのままばねに熱間成形されるもの)の寸法許容差 (単位 : mm)
| 径 | 許容差 | 偏径差(2) |
| 10未満 10以上 16未満 16以上 21未満 21以上 34未満 34以上 46未満 46以上 75未満 75以上 85以下 | ±0.20 ±0.25 ±0.30 ±0.40 ±0.50 ±0.70 ±1.00 | 0.20以下 0.25以下 0.30以下 0.40以下 0.50以下 0.70以下 1.00以下 |
備考2.丸鋼の曲がりは 1m につき 3mm 以下とし、全長に対しては、3mm×(長さ(m)/1m)以下とする。
備考3.表4 以外の寸法の許容差は、受渡当事者間の協定による。
注(2) 偏径差とは、丸鋼の同一断面における径の最大値と最小値の差をいう。
- b) 冷間加工鋼材
- 冷間加工鋼材(丸鋼及び線材)の標準寸法は 表5 に、寸法許容差は 表6 による。
| 8、 8.5、 9、 9.5、 10、 10.5、 11、 11.5、 12、 12.5、 13、 13.5、 14、 14.5、 15、 15.5、 16、 16.5、 17、 17.5、 18、 18.5、 (19)、 20、 (21)、 22、 (24)、 25、 26、 28、 30、 32、 34、 36、 38、 40、 42、 44、 45、 46、 (48)、 50、 (53)、 55、 56、 60、 63、 (65)、 70、 (75)、 80 |
備考2.線材は、通常、直径14mm以下を適用する。
表6 冷間加工鋼材の寸法許容差 (単位 : mm)
| 径 | 径の許容差 | 偏径差 |
| 12.5未満 12.5以上 26未満 26以上 48未満 48以上 80以下 | ±0.06 ±0.08 ±0.10 ±0.15 | 0.06以下 0.08以下 0.10以下 0.15以下 |
備考2.表6 以外の寸法の許容差は、受渡当事者間の協定による。
6.3.2 平鋼
- a) 断面形状
- 平鋼の断面形状は、図1 による。
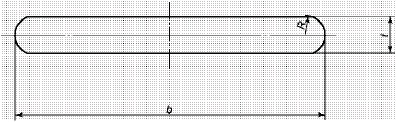
- 図1 平鋼の断面形状
- b) 標準寸法及び寸法許容差
- 平鋼の標準寸法及び寸法許容差は、表7 による。
- c) 横曲がり
- 平鋼の横曲がり(3)は、長さ5mにつき15mm以下とし、その間の任意の部分において 長さ1mにつき、3mmを超えてはならない。
- 注(3) 横曲がりとは、長さの方向に対する左右のわん曲をいい、図2 のように規定する。
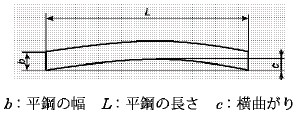
- 図2 平鋼の横曲がり
7.脱炭
ばね鋼鋼材は使用上有害な脱炭があってはならない。脱炭層深さの許容限度は、受渡当事者間で協定してもよい。その場合の脱炭層深さの測定方法は、8.2 による。
8.試験
- 8.1 分析試験
- 分析試験は、次による。
- 化学成分は、溶鋼分析によって求め、分析試験の一般事項及び溶鋼分析試料の採り方は、JIS G 0404 の 8.(化学成分) による。
- 製品分析試料の採り方は、JIS G 0321 の 4.(分析用試料採取方法) による。
- 溶鋼分析方法は、JIS G 0320 による。製品分析方法は、JIS G 0321 による。
- 8.2 脱炭層深さ測定方法
- 脱炭層深さの測定方法は、JIS G 0558 による。ただし、特に指定がない場合、JIS G 0558 に規定する測定方法のうち、顕微鏡による測定法を適用する。
9.検査
- 9.1 検査
- ばね鋼鋼材の検査は、次による。
- 検査の一般事項は、JIS G 0404 による。
- 化学成分は、5.に適合しなければならない。
- 外観、形状及び寸法並びにその許容差は、6.に適合しなければならない。
- 脱炭は、7.に適合しなければならない。
- 9.2 その他の検査
- 9.1 に規定する検査のほか、受渡当事者間の協定によって、次の検査を指定してもよい。
- 【 結晶粒度検査、マクロ組織検査、非金属介在物検査、地きず検査、焼入性検査、磁粉探傷検査、機械的性質検査、顕微鏡組織検査 】
- ただし、検査項目、試料の採り方及び合否判定基準について、あらかじめ受渡当事者間で協定しなければならない。
- なお、顕微鏡組織検査を除く試験方法は、それぞれ次による。
- 結晶粒度検査 JIS G 0551
- マクロ組織検査 JIS G 0553
- 非金属介在物検査 JIS G 0555
- 地きず検査 JIS G 0556
- 焼入性検査 JIS G 0561
- 磁粉探傷検査 JIS G 0565
- 機械的性質検査 JIS Z 2201、JIS Z 2241、JIS Z 2243、JIS Z 2245
10.表示
ばね鋼鋼材は、結束ごとに、次に項目を適切な方法で表示しなければならない。ただし、熱間圧延鋼材で径が30mmを超える丸鋼は、要求によってばね鋼鋼材ごとに表示してもよい。
なお、受渡当事者間の協定によって、次の一部を省略してもよい。
- 種類の記号
- 溶鋼番号又はこれ以外の製造番号
- 製造業者名又はその略号
- 寸法(4)
11.報告
JIS G 0404 の 13.(報告) による。ただし、注文時に特に指定がない場合は、検査文書の種類は JIS G 0415 の 表1(検査文書の総括表) の 記号 2.3(受渡試験報告書) 又は 3.1.B(検査証明書 3.1.B) とする。
なお、9.2 についての報告は、受渡当事者間の協定による。
【附属書(参考) JISと対応する国際規格との対比表】 (表は割愛)
歡迎來到Bewise Inc.的世界,首先恭喜您來到這接受新的資訊讓產業更有競爭力,我們是提供專業刀具製造商,應對客戶高品質的刀具需求,我們可以協助客戶滿足您對產業的不同要求,我們有能力達到非常卓越的客戶需求品質,這是現有相關技術無法比擬的,我們成功的滿足了各行各業的要求,包括:精密HSS DIN切削刀具、協助客戶設計刀具流程、DIN or JIS 鎢鋼切削刀具設計、NAS986 NAS965 NAS897 NAS937orNAS907 航太切削刀具,NAS航太刀具設計、超高硬度的切削刀具、醫療配件刀具設計、汽車業刀具設計、電子產業鑽石刀具、木工產業鑽石刀具等等。我們的產品涵蓋了從民生刀具到工業級的刀具設計;從微細刀具到大型刀具;從小型生產到大型量產;全自動整合;我們的技術可提供您連續生產的效能,我們整體的服務及卓越的技術,恭迎您親自體驗!!
BW Bewise Inc. Willy Chen willy@tool-tool.com bw@tool-tool.com www.tool-tool.com skype:willy_chen_bw mobile:0937-618-190 Head &Administration Office No.13,Shiang Shang 2nd St., West Chiu Taichung,Taiwan 40356 http://www.tool-tool..com / FAX:+886 4 2471 4839 N.Branch 5F,No.460,Fu Shin North Rd.,Taipei,Taiwan S.Branch No.24,Sec.1,Chia Pu East Rd.,Taipao City,Chiayi Hsien,Taiwan
Welcome to BW tool world! We are an experienced tool maker specialized in cutting tools. We focus on what you need and endeavor to research the best cutter to satisfy users’ demand. Our customers involve wide range of industries, like mold & die, aerospace, electronic, machinery, etc. We are professional expert in cutting field. We would like to solve every problem from you. Please feel free to contact us, its our pleasure to serve for you. BW product including: cutting tool、aerospace tool .HSS DIN Cutting tool、Carbide end mills、Carbide cutting tool、NAS Cutting tool、NAS986 NAS965 NAS897 NAS937orNAS907 Cutting Tools,Carbide end mill、disc milling cutter,Aerospace cutting tool、hss drill’Фрезеры’Carbide drill、High speed steel、Milling cutter、CVDD(Chemical Vapor Deposition Diamond )’PCBN (Polycrystalline Cubic Boron Nitride) ’Core drill、Tapered end mills、CVD Diamond Tools Inserts’PCD Edge-Beveling Cutter(Golden Finger’PCD V-Cutter’PCD Wood tools’PCD Cutting tools’PCD Circular Saw Blade’PVDD End Mills’diamond tool ‘Single Crystal Diamond ‘Metric end mills、Miniature end mills、Специальные режущие инструменты ‘Пустотелое сверло ‘Pilot reamer、Fraises’Fresas con mango’ PCD (Polycrystalline diamond) ‘Frese’Electronics cutter、Step drill、Metal cutting saw、Double margin drill、Gun barrel、Angle milling cutter、Carbide burrs、Carbide tipped cutter、Chamfering tool、IC card engraving cutter、Side cutter、NAS tool、DIN or JIS tool、Special tool、Metal slitting saws、Shell end mills、Side and face milling cutters、Side chip clearance saws、Long end mills、Stub roughing end mills、Dovetail milling cutters、Carbide slot drills、Carbide torus cutters、Angel carbide end mills、Carbide torus cutters、Carbide ball-nosed slot drills、Mould cutter、Tool manufacturer.
ようこそBewise Inc.の世界へお越し下さいませ、先ず御目出度たいのは新たな
情報を受け取って頂き、もっと各産業に競争力プラス展開。
弊社は専門なエンド・ミルの製造メーカーで、客先に色んな分野のニーズ、
豊富なパリエーションを満足させ、特にハイテク品質要求にサポート致します。
弊社は各領域に供給できる内容は:
(3)鎢鋼エンド・ミル設計
(4)航空エンド・ミル設計
(5)超高硬度エンド・ミル
(7)医療用品エンド・ミル設計
弊社の製品の供給調達機能は:
(4)オートメーション整備調達
弊社の全般供給体制及び技術自慢の総合専門製造メーカーに貴方のご体験を御待ちしております。
BW специализируется в научных исследованиях и разработках, и снабжаем самым высокотехнологичным карбидовым материалом для поставки режущих / фрезеровочных инструментов для почвы, воздушного пространства и электронной индустрии. В нашу основную продукцию входит твердый карбид / быстрорежущая сталь, а также двигатели, микроэлектрические дрели, IC картонорезальные машины, фрезы для гравирования, режущие пилы, фрезеры-расширители, фрезеры-расширители с резцом, дрели, резаки форм для шлицевого вала / звездочки роликовой цепи, и специальные нано инструменты. Пожалуйста, посетите сайт www.tool-tool.com для получения большей информации.
BW is specialized in R&D and sourcing the most advanced carbide material with high-tech coating to supply cutting / milling tool for mould & die, aero space and electronic industry. Our main products include solid carbide / HSS end mills, micro electronic drill, IC card cutter, engraving cutter, shell end mills, cutting saw, reamer, thread reamer, leading drill, involute gear cutter for spur wheel, rack and worm milling cutter, thread milling cutter, form cutters for spline shaft/roller chain sprocket, and special tool, with nano grade. Please visit our web www.tool-tool.com for more info.
No comments:
Post a Comment