Bewise Inc. www.tool-tool.com Reference source from the internet.
Q1 | 現場の作業環境を悪くするものに悪臭の発生がありますがその原因は何ですか。 |
Q2 | 悪臭対策としてはまず臭いそのものを出さない抑臭が必要ですがこれにはどのような方法がありますか。 |
Q3 | 発生した悪臭に対しては消臭殺菌によって対応します。これについてもご説明願います。 |
Q1 現場の作業環境を悪くするものに悪臭の発生がありますがその原因は何ですか。
日 本国内では金属加工現場で切削油をはじめとして,圧延油,プレス油,鍛造油,熱処理油,錆止め油,ギヤー油,油圧油,潤滑油 など年間百数十万kLの油剤が使われています。そのうち臭気が問題になるのは灯油,軽油・硫化脂肪油などによる臭気と細菌類による切削油剤の腐敗臭です。
切 削油(クーラント)の年間使用量は13万kLですが,そのうち水溶性クーラントは約5万kL*1,原液比で38%以上使って いて,希釈して使われるので,工作機械の90%以上が水溶性クーラントを使っています。希釈倍率を平均15倍として約75万kL以上がこのテーマの対象に なります。
不溶性クーラントは悪臭で問題にされることはほとんどありませんが,水溶性クーラントは冷却,洗浄性に優れ,火災の危険もない代わ り,腐敗悪臭の問題が 課題になっていて,クーラント更液の判定基準の第1に腐敗悪臭がなっているし,その防腐性は油剤選定理由の2次性能の中で最も重視されています*2。
こ の問題は毎年夏期の長期連休の休み明けに工場の話題になります。これは工場休止で空調が止まり,クーラント中に発生する嫌気 性菌が最も繁殖しやすい条件になる30~40℃の雰囲気で,かつお盆休みの長時間機械停止で,クーラントの流れが停止し,空気撹拌もなく,混入浮上油が酸 素を遮断するからです。
金属加工現場で臭気問題といったら,量的にこの水溶性クーラントの腐敗問題とってもいいでしょう。したがって以下水溶性クーラントの腐敗問題について述べます。
さらに,クーラントの環境対応の面から水質,ダイオキシン,環境ホルモンをはじめとする汚染,健康阻害など課題も多く,腐敗悪臭の問題の解決はクーラン トを長寿命にして,経済利益を得るだけではなく,地球環境的に大きな意義を持っています*1,*3。
1.臭いと嗅覚
嗅 覚とは臭い,匂いの感覚で,大気の中に浮遊する有機・無機の化合物の分子の一部が鼻孔より吸入され,鼻孔の最上部にある嗅上 皮の嗅細胞の一部に吸着されると,その細胞が興奮し,分子の持つ化学的情報が電気的信号に変換されて,脳に送り込まれ,大脳の嗅覚領に到達すると,そこに 臭いの感覚が起こるとされています。
なお,日本語では臭いは悪いにおい,匂いは快適なにおいを意味しているので,本稿では臭いを使います。
においの強さは6段階で表現されています。何も感じない0から耐えられない5まで,微かに感じる1,判別できる2,楽に感じる中等度3,強い臭い4です。ただし,人間の感覚Rは濃度Sとの間ではStevensの式
R=KSn
で 表されます。ここでKは定数,nは臭いの種類で決まる数字ですが,濃度が変化すると,臭いの質が変化し,悪臭が快適な匂いに なる場合もあります。また嗅覚疲労現象があって,同一雰囲気でも5分経つと疲労して感度は50%になります。なお,においを快・不快度の9段階表示で表す 方法もあります*4。
また,におい物質は40万種あるといわれています。においセンサでは臭気別のプローブを持つ型 のものがありますが,人間の鼻に 匹敵するものはありません*5。その化学構造を明らかにするには,ガスクロマトグラフィ,液体クロマトグラフィ,質量分析,赤外線・核磁気共鳴スペクトル などの分析機器が使われています。
このような臭いは官能感覚的で,よく定量化されていない化学的・生理的量なので,その対応も機械的・物理量の世界である金属加工現場では遅れがちになっています。
2.悪臭発生の原因
悪臭発生の原因はクーラントの腐敗です。この腐敗の原因はクーラントを汚染する4Kの菌・カビ,くず,混入油と管理不足があります。
菌は空中,土壌,希釈水などどこにでも存在しており,分解酵素により,栄養源の鉱物油,界面活性剤などの油剤成分を分解,摂取,増殖します。
クーラントの悪臭の主犯である腐敗を起こす菌・カビの微生物について述べます。
微生物には色々な種類*6がありますが,クーラントには藻類,菌類(カビ)の糸状菌,アメーバのような原生動物,細菌類いわゆるバクテリアが繁殖します。これらの微生物は適当な温度,水分,栄養分があると急増殖します。
また,細菌類には酸素を好む好気性菌と酸素を嫌う嫌気性菌,酸素の有無に係わらず繁殖する通気性(通性嫌気性)菌があります。腐敗に直接関係するのは嫌 気性菌ですが,好気性菌も増殖すればその際に酸素の消費が増大し,酸欠となって結局嫌気性菌が代替増殖して腐敗します。さらに,嫌気性菌は有機酸を生成し て,硫酸還元菌に変わり硫化水素を発生させて腐敗臭悪臭が出るプロセスです*7。この際,濃度低下,pH低下,油剤の灰黒色化も付随して起きます。
以上のような微生物の繁殖とその与える悪影響の因果関係を図1にまとめました。悪臭は腐敗から起こる悪結果ですが,この状態はクーラントにとって末期的症状で,ただちに更液すべき状況です。しかし,現実には1次性能である潤滑・冷却・洗浄を満たしているからと,放置されている工場が多いことも事実です。
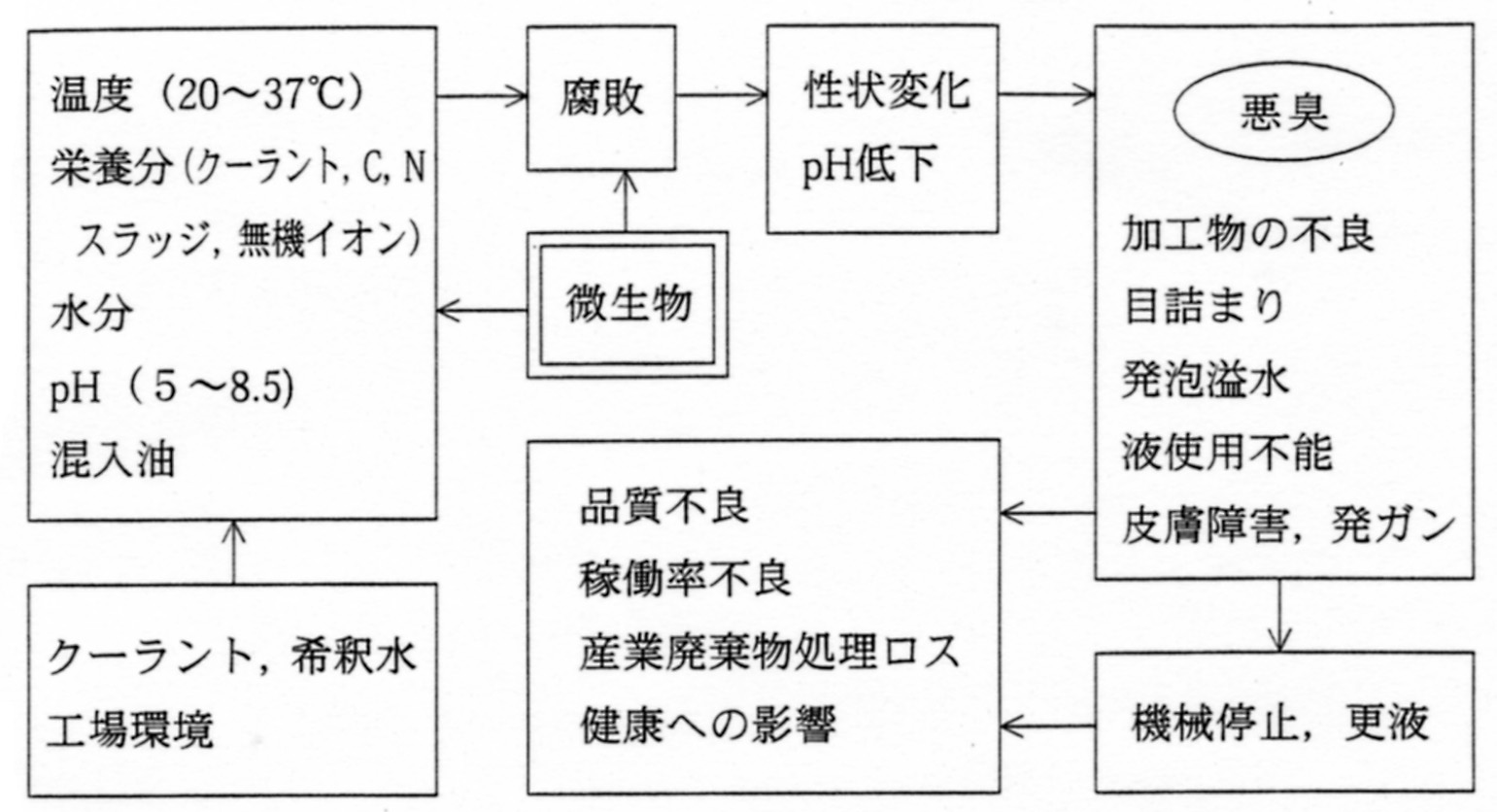 図1 微生物の繁殖の因果影響 |
Q2 悪臭対策としてはまず臭いそのものを出さない抑臭が必要ですがこれにはどのような方法がありますか。
3.抑臭対策
対策は発生源への予防的対策すなわち,抑臭技術が効果的です。臭いを出さない対策が完全であれば,対症療法の狭義の消臭対策は不要だからです。
以下,クーラントそのもの,システム構成,システム管理について述べます。
(1) クーラント
耐臭性・耐腐敗性のあるクーラントを積極的に使用するのは発生源対策として良い方策です。最近の油剤の主流のバイオスタティック油剤は抗菌性を持つ界面 活性剤が使われ腐りにくいものです。データによれば,腐敗液と新液の混合比率で従来タイプが腐敗液20%で菌増殖があるのに,バイオスタティック油剤では 60%でも菌増殖がありません*2。
また,シンセティックタイプのクーラントは抗菌性タイプと同様の性能があると報告されています*8。
さらに,クーラントとしての油剤は今,健康環境,作業環境・地球環境の点から見直されています。特に極圧添加剤の塩素化合物が焼却,切削時にダイオキシ ンが発生する対策の塩素フリー,水質汚濁対応の窒素フリーの油剤が検討されていますが,性能を落とさずに代替できる油剤は開発中といってよいでしょう。
(2) システム構成
前項で述べたような腐敗悪臭の原因である細菌類を繁殖させないためには,4Kであるくずを溜めないシステム,混入油を入れない,溜めないシステムがハードウエアとして備えられたものが必要です。
図2はシステムの一例ですが,切りくずの材質・サイズ,クーラント流量,加工品の精度・面粗度などに応じた切りくず分離装置を備えます。適切な分離装置が工程・ライン変更などで合致していないこともよくあります。
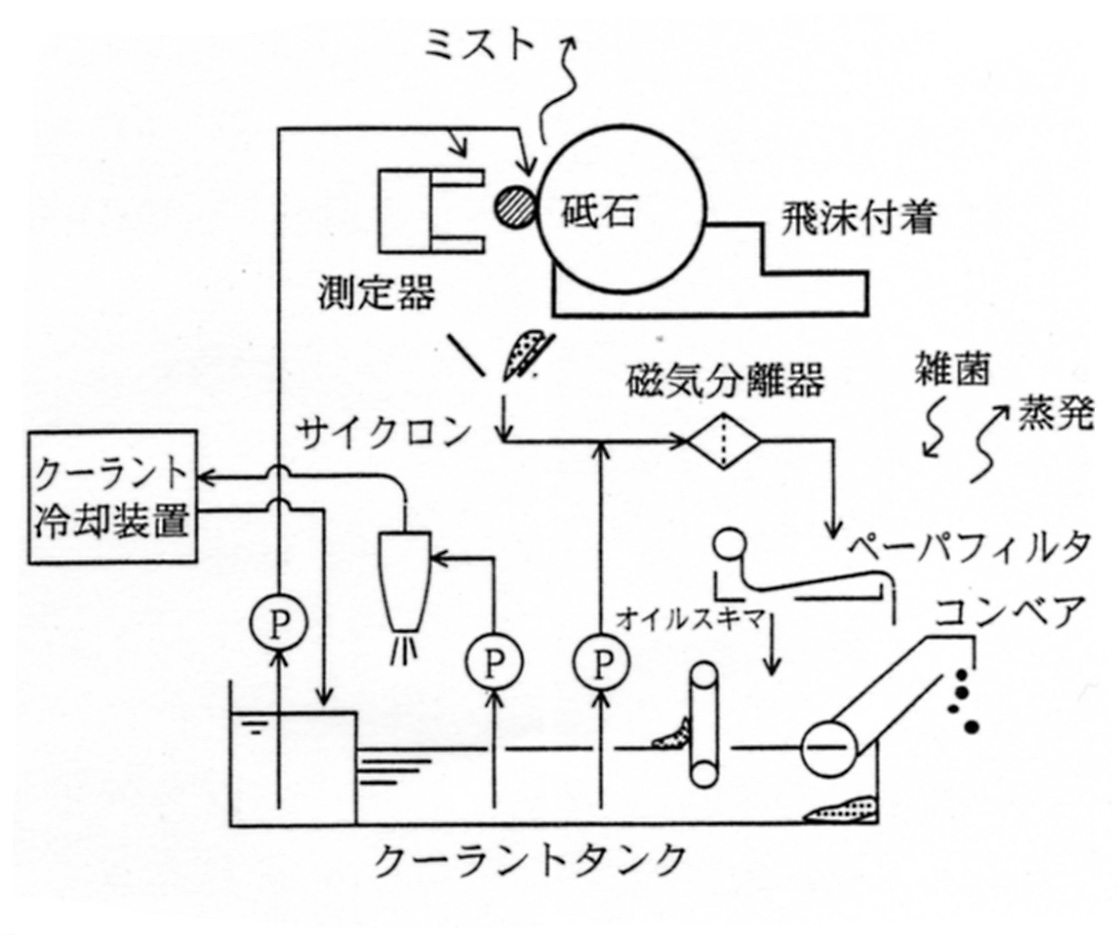 図2 臭気対策クーラントシステム構成の一例 |
切りくずの分離除去には磁気分離器*9,ペーパフィルタ*10,バグフィルタ*10,ドラムフィルタ*11,液体サイクロン*12などの分離機能を持つ機器をシステムアップします。
これらの分離機器にはそれぞれに工作機械・刃具・加工物材質・切りくず形状大きさ・クーラント・分離精度・処理容量に特長があり,ケースバイケースで適 切な機器が選ばれます。時には2連カスケードにして分離精度・処理容量を満足するのも適切な方法です。それらの詳細は文献*13を参照してください。
混入油は前工程,自工程で出ないように発生源対策し,管理するべきですが,もし混入するおそれがある時は油水分離除去装置オイルスキマ*14を用います。オイルスキマにはベルト式,吸入式,膜式などがありますが,価格・保守の簡単なベルト式が多いようです。
混入油はクーラントの1次性能を劣化させる化学的な影響を与える一方,浮上油となって,クーラント面を覆い,酸素を遮断し,嫌気性菌を繁殖する生物的な影響を与えるからです。
クーラントシステムではタンク形状を円筒型にし,くずを溜めない構造のものが出始めています*15。還流することにより,菌の富養源のくずを減らすものです。
クーラントは菌が急増殖する30℃以上にならないように,必要であれば冷却装置をつけます。冷却装置は十分な能力を持たせることが必要です*16.
(3) システム管理
①混入油を入れない。
これは前工程までを含めた対応が要求されます。また潤滑油は切削油と同一のものを使うなどの配慮が必要です。入ったらすぐに除去しておきます。前工程からの混入するものには化成処理剤や洗浄剤も悪影響を与えます。
②菌の栄養源のくずを溜めない。
③濃度,pHを維持しておく。
④泡末,分散気泡をださない。
泡末,分散気泡はタンク液面を酸素と遮断して腐敗を進行させます。濃度管理と必要によっては消泡装置*17をシステムに付属させます。
⑤希釈水は水質の良いものを使用する。
これらの日常管理を徹底します。要は腐敗しないように日常気をつけることが次の消臭装置の出番を少なくします。
このような管理を日常管理のレベルに標準化しておく手法を表1に示しておきます。
| 表1 クーラントの汚染管理
|
これらの管理には勘でなく,適切な検査機器・センサー*5を使うのが望ましいでしょう。その管理値の例を表2*18~*20に示しました。
| 表2 クーラント管理項目と管理基準値の例
管理基準(油剤メーカー)はユシロ化学*18,東邦化学*19 管理基準(油剤ユーザー)は日産自動車ディスクライン圧延水溶性加工油*20 |
こ のような管理をしても,システムは完全ではなく,分離装置を潜り抜ける微細なくずは多くあります。時間が経つとクーラントも 劣化します。これを長寿命化するには保守管理が必要です。これにはタンク清掃車*21,クーラント自動希釈供給装置*22,クーラント再利用装置*23な どの保守効率化装置も活用するとよいでしょう。
タンク清掃車は磁気分離器マグネットセパレータを運搬車上にの乗せ,サンドポンプでタンク内のスラッジを吸い上げ除去するものです。手作業の8倍以上の効果があります。
水溶性クーラントの希釈濃度が適切に工場現場で管理されているのは1/3しかないのが現実です。それはクーラントの蒸発,付着,持ち出しで毎日減量する のに対し,液補給が面倒だから,原液だけ入れたり,水だけ補給していて,濃度に無関心になっているのが原因と考えられます。そこで決められた濃度のクーラ ントが自動的に供給されるようにしたのがこの液補給装置です。
クーラントの再利用装置はくず除去,オイルスキマなどを持つ固定型装置で集中クーラントシステムなどの老化した液を繰り返し再生,利用するための装置です。
Q3 発生した悪臭に対しては消臭殺菌によって対応します。これについてもご説明願います。
4.消臭殺菌技術*7
上述のような,細菌の増殖,腐敗に対して抑臭技術が講じられていても,経時的劣化でクーラントが発臭した場合には,表3のような消臭殺菌技術がとられます。これらの消臭装置は病気にかかってからの対症療法であり,あるいは更液時の防疫処置と心得た方が良いでしょう。この消臭殺菌技術にはいくつかの方法がありますが,大別して物理的方法,化学的方法と生物的方法があります。
| 表3 クーラントの消臭殺菌技術 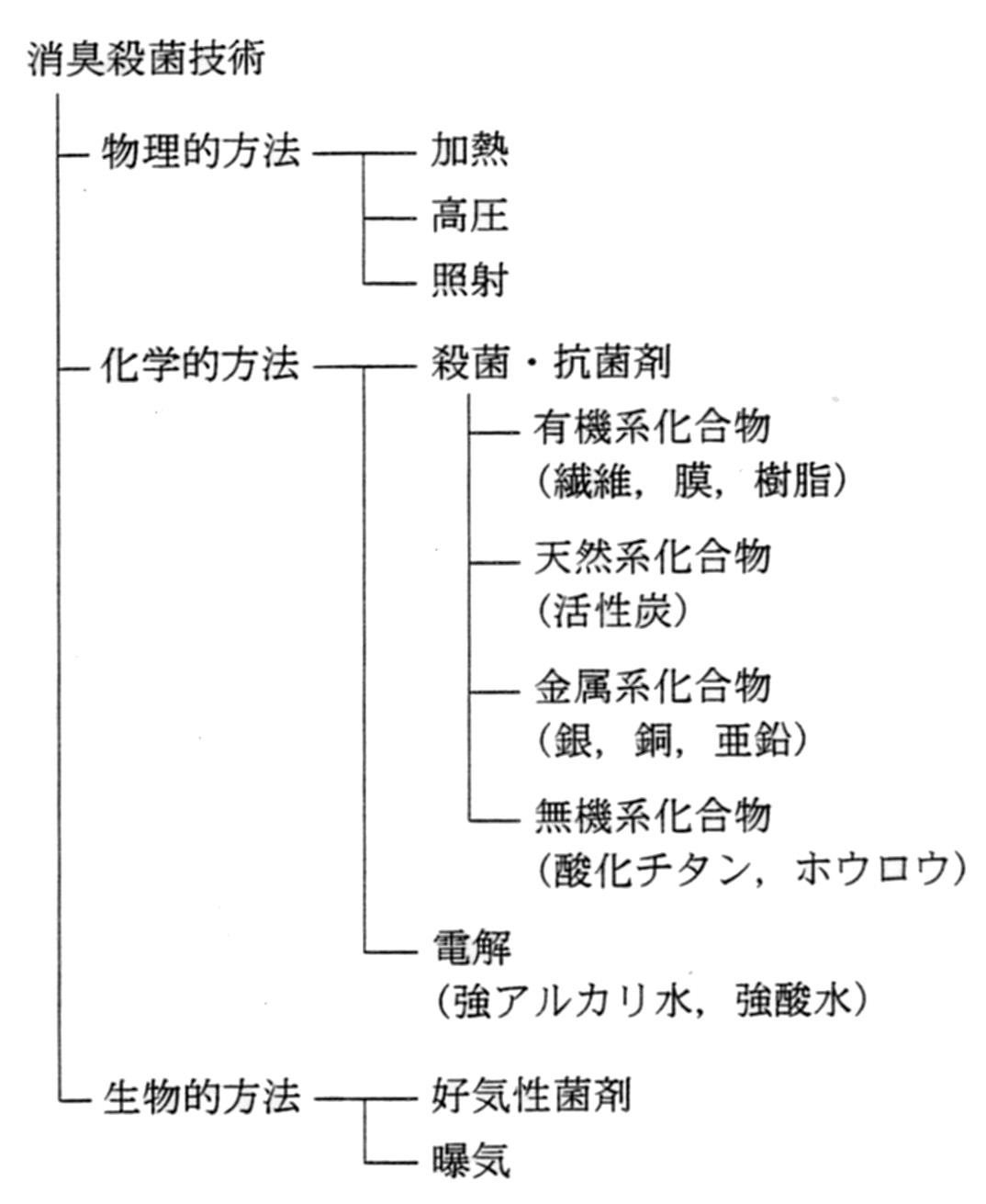 |
物 理的方法のうち,加熱はクーラントの1次性能を低下させます。高圧法は大容量のクーラントシステムでは密封構造がつくれない などクーラントシステムに使うにはネックになり,現実性に欠けます。照射殺菌は効果がありますが,クーラントにはスラッジが混入していることがネックに なっています。スラッジがガラス管へ付着して紫外線の透過を妨げ,効果を減殺します。クーラントに切りくず量が少ないか,ないものには有用です。
化学的方法では殺菌・抗菌剤が主流です。有機系,天然系は吸着による方法で古来から利用されています。スラッジのないクーラントにすれば使えます。
無機系では最近脚光を浴びた抗菌仕様の商品が多くあります。光触媒などにより活性酸素発生の方法があり,今後も注目しておきたいものです。元来即効性より持続的な効果を狙っています。
電解水はpH管理,発錆がクーラントでは問題になり,採用できません。
生 物学的方法は好気性菌剤を投入して,嫌気性菌を抑制します。好気性菌を増殖する方法にはクーラント中に曝気エアレーションし て対策する場合もありますが,曝気も上述のように嫌気性菌に置換する恐れがあり,注意が必要です。クーラントメーカは曝気は30~60分ずつ1日に2~3 回に分けて行うべきと言っています。
これらの商品化された技術の一例を表4に表します。防腐剤も多数市販されていますが,カタログには方式の記述が少なく,採用するにはもう少し詳しい記述が望ましいものです。防腐剤の詳細は柴田の文献*24が参考になります。
| 表4 消臭殺菌技術比較
| ||||||||||||||||||||||||||||||||||||||||||||||||
この中で簡便で現実的な方法は殺・制菌剤による化学的方法です。ここでは金属イオンによる殺菌消臭について少し詳しく述べます。
微量な金属イオン(Ni,Co,Sn,Cu,Hg,Ag)が藻類を死滅させることは1893年に植物学者ネーゲリにより発見されています。これは古来よ り銅壺の水は腐らない,銅洗面器や銀銅硬貨表面は無菌などと認識されてきました。その原理はよく解明されていませんが,作用機構として電子伝達系阻害,細 胞膜損傷,DNAとの結合などによるといわれています。
微量金属イオン殺菌作用で最もよく使われる銀イオンと銅イオンです。銀イオンは銅イオンより細菌,藻類に対し効果が大きく,黴に対しては銅イオンが銀イオンより効果が大きいです。銀は高価であり,銀イオンをいかに効率的,継続的に浸出させるかに特殊な技術が必要です。
(1) 銀イオンによる方法
ナトリウム珪酸塩を主成分とするアモルファスな溶解性ガラスに銀イオンを安定した状態で存在させ,ガラスの溶解と同時に徐々に銀イオンを溶出させます。
銀イオンは正確には酵素のH基と置換して微生物を仮死休眠させる繁殖の抑制効果を持つものと解釈されて,厳密には殺菌でなく,制菌,静菌作用とも表現されています。
(2) 銅イオンによる方法
銀イオンと同じく銅イオンも顕著な殺菌・制菌作用を示します。
銅は銅の錆である緑青のイメージが悪く,有害と故なく思われてきましたが,1984年に無害と立証されています。法規制では銅イオンの排水基準で 3mg/L(3ppm)になっていますが,水道水質1.0ppm,清涼飲料水の残留基準で2ppmであり,排水基準でも効果濃度になります。ちなみに銀は 日本では規定がありません。
以上に臭気問題と対策を概観的に述べましたが,抑臭があって,消臭があり,順序を誤って はなりません。また,ハードウエアで安 心することなく,管理というソフトウエアが伴うことはいうまでもないことです。それらの意味で分離機器の参考文献を詳しく載せておきました。参考にしてく ださい。
<参考文献>
*1 横田秀雄「環境に優しいクーラント」工作機械関連技術者会議 '99.7
*2 切削油技術研究会総会資料 第56,57,58回 '94,'95,'96
*3 冨田 進「クーラント技術の動向と環境対応」工作機械関連技術者会議 '99.7
*4 高木貞敬,渋谷達明「匂いの科学」朝倉書店 '89 pp4~6
*5 石川峰男「クーラントシステムのセンサ」機械と工具 '99.10
*6 泰藤樹,小林信彦「微生物学」広川書店 '68
*7 石川峰男「クーラントの消臭殺菌技術」潤滑経済 '99.11
*8 黒井信臣「廃水処理可能なシンセティック切削油剤ユシローケンシンセティック#660」機械と工具 '97.9
*9 石川峰男「クーラント清浄化を実現するマグネットセパレータ」機械と工具 '99.1
*10 石川峰男「工作機械クーラントシステムのペーパフィルタとバグフィルタ」機械技術 '00.3
*11 石川峰男「工作機械クーラントのドラムフィルタ」機械技術 '00.4
*12 石川峰男「クーラント用液体サイクロン」機械と工具 '99.12
*13 石川峰男「研削盤加工におけるクーラントシステムの課題と最近の技術」機械技術 '99.1
*14 石川峰男「クーラント用油水分離器(オイルスキマと脱水器)」潤滑経済 '00.5
*15 石川峰男「スラッジ堆積のない円筒渦流式クーラントタンクシステム」潤滑経済 '99.5
*16 石川峰男「研削盤のクーラントシステム(タンクと冷却装置)の設計要領」機械設計 '99.9
*17 石川峰男「クーラント消泡技術」機械技術 '99.4
*18 淵上正晴「水溶性切削油剤の微生物劣化とその対策」機械技術 '89.No.13
*19 金田亮二「水溶性切削油(研削油)の腐敗防止についての注意事項」潤滑経済 '93.4
*20 和田憲夫「水溶性油剤の腐敗に対する取り組み」MT '99.4
*21 石川峰男「切削油の清浄管理で不良を防ぐ」プラントエンジニア '96.1
*22 石川峰男「切削・研削液希釈装置」潤滑経済 '00.5
*23 石川峰男「研削盤クーラント装置の保全効率化装置」ツールエンジニア '99.4
*24 柴田秀夫「水溶性加工油剤の腐敗防止方法の現状と対策」潤滑経済 '94.3
*25 石川峰男「クーラントの汚染管理と浄化対策」潤滑経済 '00.5
*26 石川峰男「クーラントの腐敗対策事例」潤滑経済 '96.5
*27 機械学会「機械工学便覧C8環境装置」機械学会 '97
歡迎來到Bewise Inc.的世界,首先恭喜您來到這接受新的資訊讓產業更有競爭力,我們是提供專業刀具製造商,應對客戶高品質的刀具需求,我們可以協助客戶滿足您對產業的不同要求,我們有能力達到非常卓越的客戶需求品質,這是現有相關技術無法比擬的,我們成功的滿足了各行各業的要求,包括:精密HSS DIN切削刀具、協助客戶設計刀具流程、DIN or JIS 鎢鋼切削刀具設計、NAS986 NAS965 NAS897 NAS937orNAS907 航太切削刀具,NAS航太刀具設計、超高硬度的切削刀具、醫療配件刀具設計、汽車業刀具設計、電子產業鑽石刀具、木工產業鑽石刀具等等。我們的產品涵蓋了從民生刀具到工業級的刀具設計;從微細刀具到大型刀具;從小型生產到大型量產;全自動整合;我們的技術可提供您連續生產的效能,我們整體的服務及卓越的技術,恭迎您親自體驗!!
BW Bewise Inc. Willy Chen willy@tool-tool.com bw@tool-tool.com www.tool-tool.com skype:willy_chen_bw mobile:0937-618-190 Head &Administration Office No.13,Shiang Shang 2nd St., West Chiu Taichung,Taiwan 40356 http://www.tool-tool..com / FAX:+886 4 2471 4839 N.Branch 5F,No.460,Fu Shin North Rd.,Taipei,Taiwan S.Branch No.24,Sec.1,Chia Pu East Rd.,Taipao City,Chiayi Hsien,Taiwan
Welcome to BW tool world! We are an experienced tool maker specialized in cutting tools. We focus on what you need and endeavor to research the best cutter to satisfy users’ demand. Our customers involve wide range of industries, like mold & die, aerospace, electronic, machinery, etc. We are professional expert in cutting field. We would like to solve every problem from you. Please feel free to contact us, its our pleasure to serve for you. BW product including: cutting tool、aerospace tool .HSS DIN Cutting tool、Carbide end mills、Carbide cutting tool、NAS Cutting tool、NAS986 NAS965 NAS897 NAS937orNAS907 Cutting Tools,Carbide end mill、disc milling cutter,Aerospace cutting tool、hss drill’Фрезеры’Carbide drill、High speed steel、Milling cutter、CVDD(Chemical Vapor Deposition Diamond )’PCBN (Polycrystalline Cubic Boron Nitride) ’Core drill、Tapered end mills、CVD Diamond Tools Inserts’PCD Edge-Beveling Cutter(Golden Finger’PCD V-Cutter’PCD Wood tools’PCD Cutting tools’PCD Circular Saw Blade’PVDD End Mills’diamond tool ‘Single Crystal Diamond ‘Metric end mills、Miniature end mills、Специальные режущие инструменты ‘Пустотелое сверло ‘Pilot reamer、Fraises’Fresas con mango’ PCD (Polycrystalline diamond) ‘Frese’Electronics cutter、Step drill、Metal cutting saw、Double margin drill、Gun barrel、Angle milling cutter、Carbide burrs、Carbide tipped cutter、Chamfering tool、IC card engraving cutter、Side cutter、NAS tool、DIN or JIS tool、Special tool、Metal slitting saws、Shell end mills、Side and face milling cutters、Side chip clearance saws、Long end mills、Stub roughing end mills、Dovetail milling cutters、Carbide slot drills、Carbide torus cutters、Angel carbide end mills、Carbide torus cutters、Carbide ball-nosed slot drills、Mould cutter、Tool manufacturer.
ようこそBewise Inc.の世界へお越し下さいませ、先ず御目出度たいのは新たな
情報を受け取って頂き、もっと各産業に競争力プラス展開。
弊社は専門なエンド・ミルの製造メーカーで、客先に色んな分野のニーズ、
豊富なパリエーションを満足させ、特にハイテク品質要求にサポート致します。
弊社は各領域に供給できる内容は:
(3)鎢鋼エンド・ミル設計
(4)航空エンド・ミル設計
(5)超高硬度エンド・ミル
(7)医療用品エンド・ミル設計
弊社の製品の供給調達機能は:
(4)オートメーション整備調達
弊社の全般供給体制及び技術自慢の総合専門製造メーカーに貴方のご体験を御待ちしております。
BW специализируется в научных исследованиях и разработках, и снабжаем самым высокотехнологичным карбидовым материалом для поставки режущих / фрезеровочных инструментов для почвы, воздушного пространства и электронной индустрии. В нашу основную продукцию входит твердый карбид / быстрорежущая сталь, а также двигатели, микроэлектрические дрели, IC картонорезальные машины, фрезы для гравирования, режущие пилы, фрезеры-расширители, фрезеры-расширители с резцом, дрели, резаки форм для шлицевого вала / звездочки роликовой цепи, и специальные нано инструменты. Пожалуйста, посетите сайт www.tool-tool.com для получения большей информации.
BW is specialized in R&D and sourcing the most advanced carbide material with high-tech coating to supply cutting / milling tool for mould & die, aero space and electronic industry. Our main products include solid carbide / HSS end mills, micro electronic drill, IC card cutter, engraving cutter, shell end mills, cutting saw, reamer, thread reamer, leading drill, involute gear cutter for spur wheel, rack and worm milling cutter, thread milling cutter, form cutters for spline shaft/roller chain sprocket, and special tool, with nano grade. Please visit our web www.tool-tool.com for more info.
No comments:
Post a Comment